

数控角钢冲孔生产线
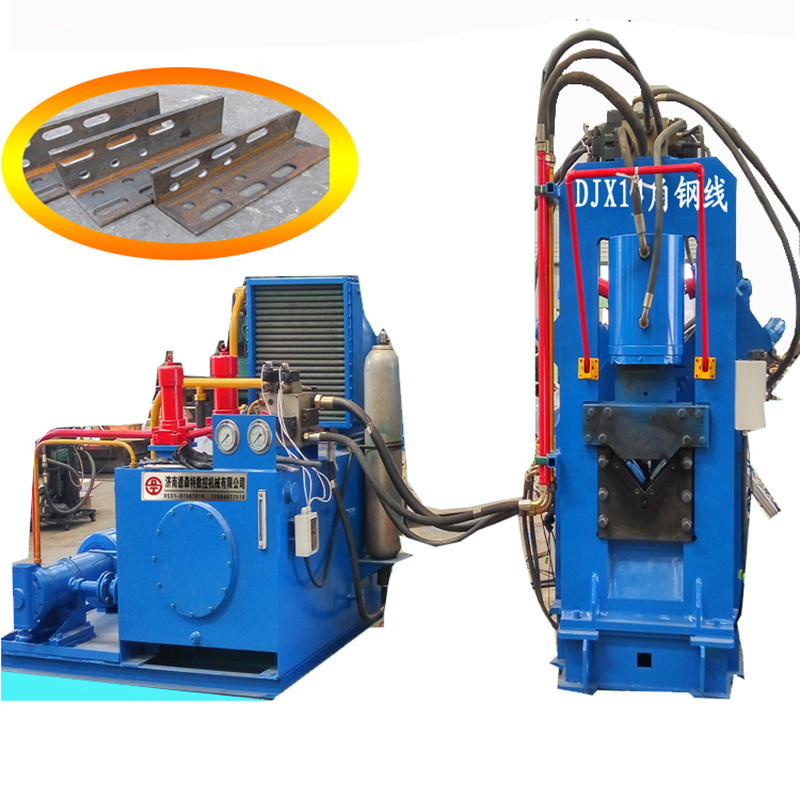



1. 用途:数控角钢冲孔生产线具有独立的液压动力机构和电气数控系统,采用中央集中控制。同时为了方便主机的模具调整和其它部件调整,也具有部分分散控制动作。 数控角钢生产线主要用于送变电与通讯行业角钢塔加工,也可用于建筑行业、铁路、桥梁工程中角钢构件的打钢印、冲孔和切断工艺。因可联合完成打钢印、冲孔、切断几种功能,亦可称为数控角钢联合生产线。 数控角钢冲孔生产线所采用的数控系统,不仅在角钢纵向实现数控来保证冲孔的间距,而且在角钢的两翼也采用了数控,这样就实现了角钢两翼的多准距冲孔。 数控角钢生产线的主机采用钢板组合机构,布局合理、运行平稳、刚性好。液压系统通过电磁阀换向控制各部分动作,结构简单、使用方便。
2、优点:冲孔采用缸体动作,活塞固定,在缸体的上下运动导向面上增加八个导向面,冲孔运动更平稳,提高设备的运行平稳性。活塞杆固定点设有球面连接,使微量的偏载力能够在受力点得以自动调整,保护活塞杆及受力面。压料装置采用垂直压料方式,导向面充分,压料平稳,减少冲击及冲孔的反振作用力,能更好地保证设备的稳定性。
2. 采用集中润滑,更易维护,保证各个导向面都能得到完全润滑,使设备使用寿命加长,故障率降低。
3、技术参数:
|
机器型号 |
DJX1412 |
|
机器功能 |
打字、冲孔、剪切 |
|
加工角钢范围(mm) |
∟40×40×3~∟140×140×12 |
|
冲孔直径 (直径×厚度mm) |
Ф26×16(材质:Q345) Ф26×12(材质:Q420) |
|
冲孔公称力(KN) |
700 |
|
打字力(KN) |
700 |
|
切断力(KN) |
1000 |
|
毛坯长度(m) |
14 |
|
成品长度(m) |
12 |
|
每侧冲头数目(个) |
3 |
|
打印字头组数(组) |
4 |
|
字头尺寸(mm) |
14×10×19 |
|
数控轴数 |
3 |
|
剪切方式 |
单刃剪切 |
|
角钢送进速度(m/min) |
60 |
|
加工精度 |
满足GB2694的要求 |
|
编程方式 |
键盘输入,RS232接口输入,USB接口输入 |
|
外形尺寸(mm) |
25000×7000×2200 |


